Старі машини при неправильному догляді покриваються корозією. Іноді, якщо вчасно не усунути цю проблему, потрібна повна заміна окремих частин кузова. При цьому без зварювальних робіт не обійтися. А зварювання кузова автомобіля своїми руками вимагає навичок і хоча б невеликого досвіду.
Для зварних робіт з автомобільним кузовом найбільш прийнятним варіантом є використання напівавтоматичного зварювального апарату. Це дозволяє працювати з будь-якою товщиною матеріалу: від 0,7 до 4 мм. У цей інтервал укладаються як, наприклад, більш тонкі крила, так і потужні лонжерони.
зміст
- 1 Способи з'єднання елементів при автомобільної зварюванні
- 1.1 стикове сполучення
- 1.2 З'єднання внахлест
- 1.3 зварні електрозаклепкі
- 2 Типи зварних швів
- 2.1 суцільний переривчастий
- 2.2 Суцільний
- 2.3 точковий
- 3 Розташування шва
- 4 Підготовка матеріалу до зварювання
- 5 Регулювання зварного струму
- 6 Налаштування регуляторів
- 6.1 Перший випадок
- 6.2 Другий випадок
- 6.3 третій випадок
- 6.4 Четвертий випадок
- 7 Можливі проблеми при експлуатації зварювального напівавтомата
- 7.1 Неправильний вибір величини струму
- 7.2 Неякісна регулювання притиску в подає механізмі
- 7.3 Невеликий витрата газу
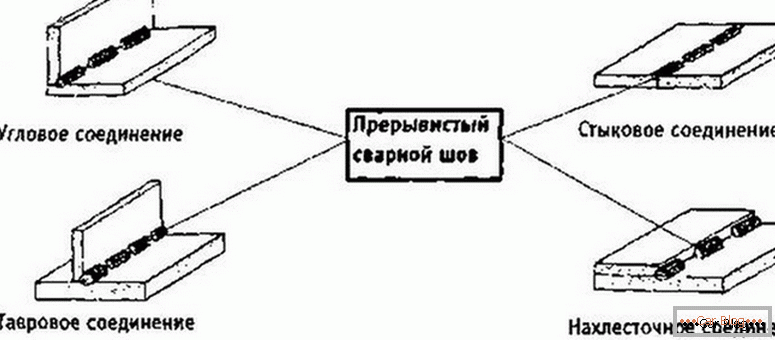
Способи з'єднання елементів при автомобільної зварюванні
Різні вузли і варіанти ремонту машини з використанням зварювальних робіт припускають відрізняється підхід для сполучення нових вставок зі старим кузовом. Розглянемо три основних способи установки металевих латок.
стикове сполучення
Сварка кузова автомобіля полуавтоматом найчастіше проводиться за допомогою стикового з'єднання. Таким способом не створюються додаткові непотрібні потовщення на корпусі. Використовується цей метод при вварюванням латочок або невеликих вставок, що не піддаються великому зусиллю на розрив.
типи з'єднань
Перед роботою з латкою можна зняти фаски зі сторін, які планується приварювати.
Якщо товщина листа до 2 мм, то можна обійтися без фасок. Такий спосіб сполучення вимагає більш кропіткої підгонки вваривать деталі і підготовленої ділянки корпусу авто. Зазори необхідно звести до мінімуму, а в ідеалі потрібно обійтися без них. Спосіб застосовується зазвичай для лицьових зовнішніх елементів.
При виконанні цієї операції зварник повинен мати досить високу кваліфікацію.
стикова зварювання
Робота проводиться з застосуванням суцільного точкового шва. Якісний результат не потребує трудомісткої рихтування та тривалої зачистці. Іноді вистачає шпаклівки та затірки шва. Більш товсті листи заліза легше піддаються зварюванні, також вони можуть бути проварені суцільним точковим швом. Тонкий лист варити важче.
з'єднання внахлест
Таке з'єднання найбільш просте і тому набуло великого поширення серед автомобільних зварників. Так, один з шматків металу накладається на інший, при цьому повністю перекривається отвір, яке треба залатати.
Нахлест при зварюванні
Метод підходить для зварювання силових конструкцій: порогів, лонжеронів і т.д.
зварні електрозаклепкі
Такий спосіб є скоріше різновидом нахлестного з'єднання. При цьому він схожий з точковим зварюванням. Його активно використовують в автомобільній зварюванні. Наприклад, він застосовується для установки нових крил, підсилюючих накладок на каркас кузова.
Типи зварних швів
Не дивлячись на способи сполучень, в кожному випадку технологія зварювання напівавтоматом передбачає використання різних типів швів. Є три популярних варіанти швів:
- суцільний;
- точковий;
- суцільний переривчастий.
типи швів
Кожен з них може накладатися в будь-якому із способів сполучень, як при напустках, так і при стикових з'єднаннях.
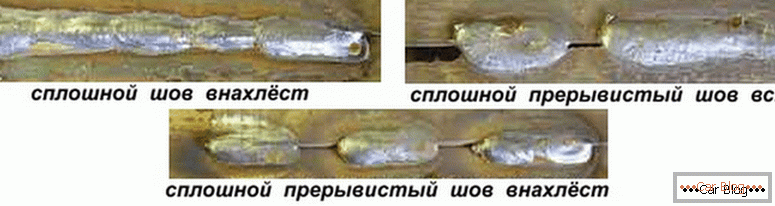
Читайте також: Що робити, якщо пітніють фари зсерединисуцільний переривчастий
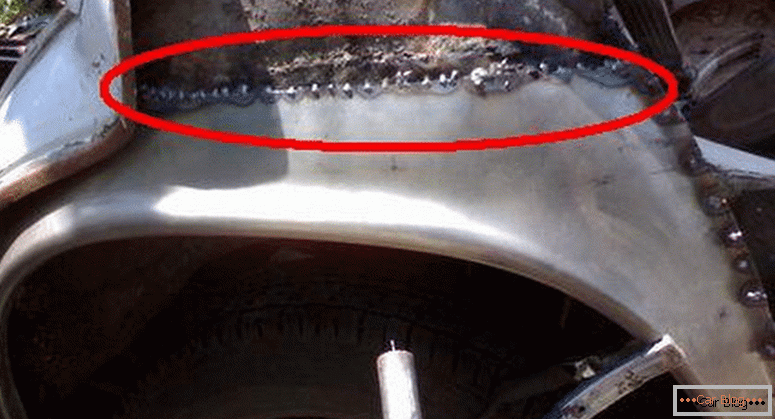
Такий шов являє собою періодичне чергування суцільних ділянок і незалітих металом розривів. Інтервали вільні від заливки виконавець підбирає самостійно. Це робиться для того, щоб не «потягнуло» метал вваривать елемента або каркасну конструкцію на автомобілі.
У цьому випадку зменшується перегрів листів, що сприяє незміненій міцності фізичних властивостей сталевого сплаву, з якого виконані поєднувані частини.
суцільний
Може мати вигляд безперервного «залиття» розплавленим металом, а також виглядати як велика кількість точкових сварок, розташованих дуже близько один до одного. Такий спосіб практично не має застосування в автомобільній конструкції. Хоча він може використовуватися практично з будь-якою товщиною металу.
Використання такого шва зменшує «еластичність» всієї конструкції. Також можуть виникнути втомні тріщини під час експлуатації машини.
точковий
Назва говорить сама за себе. Сварка полуавтоматом і приєднання листів металу проводиться за допомогою зварних точок, які розподіляються вздовж лінії сполучення через заданий інтервал. Відстань між такими точками задається з технологічної необхідності і може бути від декількох сантиметрів до декількох міліметрів.
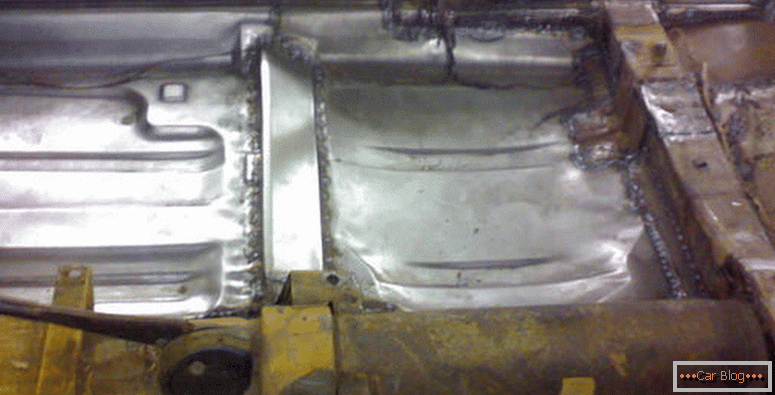
Розташування шва
Проведення робіт може відбуватися в різних площинах:
- горизонтально «сварка сверху»;
- горизонтально «сварка снизу»;
- вертикальний шов.
Найбільш зручним є варіант зі зварюванням «зверху». При такому положенні шов заливається повністю, заповнюючи всі порожнини і щілини. Менш зручний варіант вертикальних робіт. В цьому випадку необхідно стежити за тим, щоб метал не стікав по шву.
Найважчий спосіб зварювання передбачає «роботу знизу».
При такому положенні шов виходить під сполучаються елементами і постійно прагне витекти вниз. Тому потрібно мати навички роботи в такому положенні, щоб не погіршити якість зварювання.
Підготовка матеріалу до зварювання
До початку будь-яких зварних робіт, знадобиться приготувати поверхні. Для цього проводиться чистка від всіх видів забруднень:
- корозійні сліди;
- шари фарби і грунтовки, включаючи транспортувальні;
- консерваційні та захисні шари покриттів;
- всі види мастильних речовин.
Наявність таких речовин може знизити якість накладається шва або повністю перешкоджати проходженню струму по ланцюгу.
Також відбуваються інші негативні наслідки:
- газ, який утворюється при випалюванні горючих залишків, може створити пористу неякісну структуру шва;
- такі гази можуть «видувати» метал з точки зварювання, при цьому виходить діра, а розплавлений метал, розбризкуючись, може привести до опіків;
- забруднення виділяють велику кількість диму, що може привести до отруєнь продуктами горіння або стати причиною пожежі.
Поверхні повинні щільно прилягати між собою.
Безпека при роботі
Для цього використовуються різні затискачі і фіксатори. Також допускається тимчасові кріплення болтами або шурупами.
Регулювання зварного струму
Для початківців зварників, які не працювали з тонкими листами менше 1 мм, бажано потренуватися нема на робочих поверхнях автомобіля, а провести експериментальну зварювання непотрібних тонких шматків.
Потрібно дотримуватися техніки безпеки під час зварювальних робіт на автомобілі:
- в якості експериментальних листів не потрібно брати оцинковані екземпляри, так як пари вийдуть отруйними;
- не можна вести роботи на сильному протязі або вітрі, так як через це видувається газ зі зварювальної зони, що знизить якість робіт або повністю зробить їх нездійсненними.
Величина зварювального струму знаходиться в прямій залежності від товщини металу. Для листів невеликої товщини знадобиться встановити струм в діапазоні 40-60 А.
Більшість регуляторів сили струму на напівавтоматах має не абсолютну градуювання, а відносну. Тому точний показник струму необхідно буде перевірити за інструкцією.
Правильність обраного струму покаже якість зварного шва. Різне напруга в електричній мережі впливає на вихідні параметри пристрою. Тому настройка апарату проводиться в більшій мірі шляхом експериментального підбору положень регулювальних ручок.
Читайте також: Антикорозійний захист кузова автомобіляНалаштування регуляторів
Прикладом може послужити напівавтоматичний апарат Хелві Пантера 132. На ньому встановлено три регулятора, що впливають на параметр струму. Два тумблера мають лише по два положення: «1» і «2» на першому, «хв» і «макс» на другому. Третій плавно регулює подачу дроту. І швидкість, при якій подається дріт, залежить від величини струму. Це означає, що апарат самостійно регулює струм в залежності від подачі дроту.
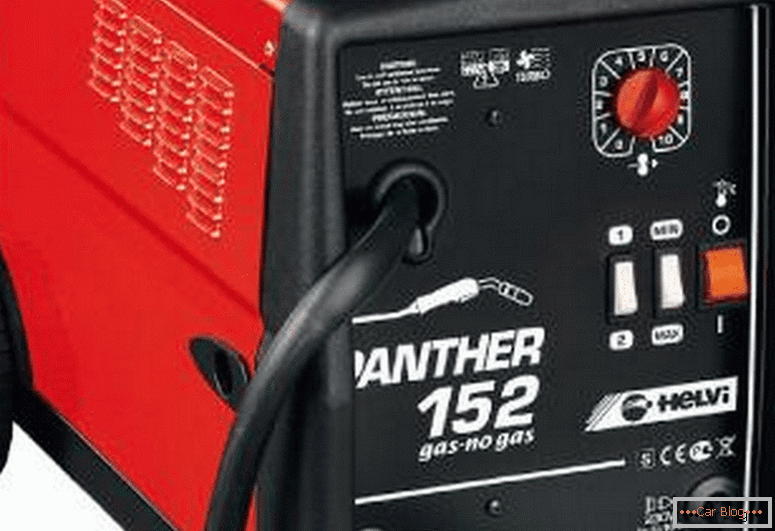
Зварювальний напівавтомат
Як приклад можна дати настройки цього напівавтомата для різної товщини зварюваного металу. Тонкий лист добре «варився» на установках: «1», «макс», а плавне регулювання була на «7». Товсті листи краще пробувати на установці: «2», «макс», «8».
При роботі з напівавтоматом можуть бути різні результати зварювання. Залежно від сили струму можна отримати такі підсумки:

Результат зварювання з різним струмом
перший випадок
Струм занадто малий, тому не відбувається розтікання металу по поверхні, а також деталь не прогрівається, що погіршує сполучення. Виходить відсутність «провару». Знадобиться збільшити струм.
другий випадок
Струм правильно відрегульований, метал досить розпливається і помітний прогрів деталі, що зварюється. Зі зворотного боку аркуша помітна невелика металева крапля.
третій випадок
Струм більше допустимого значення. Розплавлена крапля від дроту занадто сильно «просіла». На іншій стороні явна велика крапля розплавленого металу.
четвертий випадок
Значне перевищення допустимого струму до такої міри, що утворюються наскрізні пропали. Потрібно значне зниження сили струму до появи невеликої краплі без пропалювання.
Можливі проблеми при експлуатації зварювального напівавтомата
Не всі роботи проводяться в штатному режимі. Через помилки в експлуатації або несправного обладнання можуть виникати нештатні ситуації.

Неправильний вибір величини струму
Коли встановлено занадто великий струм, то в металі утворюються пропали. Також може утворитися крапля з розплавленої дроту, яка виступає з мідного наконечника. Якщо така ситуація сталася, то додаткова подача дроту може привести до обриву при виході її з подаючого пристрою.
Неякісна регулювання притиску в подає механізмі
Якщо блокується прохід дроту через мідний наконечник, то відбувається її поломка в подає механізмі. Це свідчить про занадто великий притискному зусиллі. При правильному регулюванні дріт прослизає, а не ламається. Ця подія свідчить про зворотне - притискне зусилля недостатньо фіксує дріт.
В такому випадку може відбуватися «прихват» в наконечнику, і не мати відношення до величини встановленого струму.
Такі ж результати бувають при занадто повільної подачі дроту.
Невеликий витрата газу
У такій ситуації необхідно правильно відрегулювати на редукторі. Можна орієнтуватися на приблизний витрата 8-10 літрів в хвилину при діаметрі дроту 0,8 мм. Хоча в інструкції по експлуатації напівавтоматів пропонують ставити до 3 літрів, але на практиці цього недостатньо.


